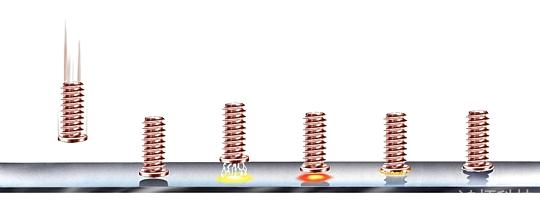
什么是拉弧式螺柱焊?(拉弧式螺柱焊的工作原理)
拉弧式螺柱焊又叫电弧式螺柱焊, 与储能式螺柱焊不同,拉弧式螺柱焊没有向电容充电的过程,而是通过变压器/整流器降压后直接放电,其工作原理与普通电焊焊接类似。
由于不需要预充电,电能可以源源不断地释放,所以焊接时间长短可以控制,根据设备功率不同,可焊螺柱直径范围为3-25mm。
拉弧式螺柱焊的特点
| |
焊接特性 |
产生影响 |
| 电源规格: |
380V,50Hz |
|
| 焊接时间: |
5-2000毫秒,可调整 |
可焊螺柱直径范围更大,熔池更深 |
| 焊接电流: |
根据设备功率 |
|
| 熔池深度: |
较深 |
1. 对板材厚度有要求
2. 可在热轧板上焊接
3. 焊接强度高
|
| 最小板厚: |
短周期:螺柱直径的1/8
长周期:螺柱直径的1/4
|
| 背面印痕: |
较深 |
板材较薄时可能产生印痕或小范围变形 |
| 焊接强度: |
非常高 |
|
焊接方式与保护方式
根据螺柱直径不同以及使用场合不同,拉弧式螺柱焊有不同的焊接方式以及保护方式。
焊接方式分为“短周期螺柱焊”和“长周期螺柱焊”。
保护方式分为“无需保护”、“气体保护”和“瓷环保护”
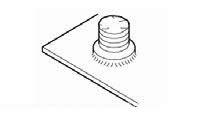
短周期螺柱焊工艺流程
短周期螺柱焊即焊接时间在5-100毫秒的拉弧式螺柱焊,由于焊接时间较短,所以熔池相对较浅(但比储能式螺柱焊的熔池深)。
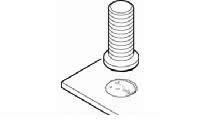
短周期螺柱外形特点
 |
短周期螺柱带有一圈法兰,这样无论在焊接处是否产生气孔,螺柱的焊接处抗拉强度,始终将大于螺柱自身的强度。
短周期螺柱的外形与储能螺柱相似,所以也可以用储能螺柱来进行短周期螺柱焊接
根据设备功率不同,短周期螺柱焊最大可焊M12的螺柱(ARC1550拉弧式螺柱焊机,ARC800拉弧式螺柱焊机短周期可焊至M8)
螺柱直径在6毫米及以下时,可以不采用任何保护措施。
螺柱直径在8毫米及以上时,应采用气体保护,这样可以避免产生气孔。
|
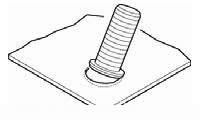
长周期螺柱焊工艺流程
长周期螺柱焊的焊接时间在100毫秒以上,由于焊接时间较长,所以熔池较深,可焊螺柱直径较大,对板材表面质量要求较低,要求板的厚度较大。

长周期螺柱外形特点
 |
由于长周期螺柱焊本身焊接熔池较深,所以螺柱本身无需法兰提高焊接强度。
根据螺柱材质不同,低碳钢螺柱前端需镶嵌小铝球用于焊接时的引弧,而不锈钢螺柱不需要小铝球。
由于熔池较深,气体保护对熔池的塑形能力较差,并且较易受到电弧偏吹影响,所以在焊接M12以上的螺柱时,宜采用瓷环保护焊接。
|
对储能式螺柱焊强度的正确理解-满足焊接强度要求
许多客户有这样的疑问:储能式螺柱焊的焊接强度要比拉弧式螺柱焊差,那是不是说储能式螺柱焊焊不牢?
前半句话没有问题,后半句话理解上有偏差。以下我们做详细分析。
大前提:
在这里我们讨论的问题有一个重要的前提条件:排除因设备本身质量问题而导致的焊接强度不高的因素。
焊接方式一般分为3种:
储能式螺柱焊
短周期拉弧式螺柱焊(气体保护 / 非气体保护)
长周期拉弧式螺柱焊(气体保护 / 瓷环保护)
1. 焊接强度的决定性因素
简单来说,焊接方式的不同决定了熔池深度的不同,熔池深度直接决定了焊接强度的大小。
| 焊接方式 |
图例 |
最小板厚要求 |
熔池深度 |
适合板厚 |
背面印痕 |
|
储能式螺柱焊
(无保护)
|
 |
1/10螺柱直径
最薄0.5 mm
|
浅 |
0.5 - 2 mm |
几乎无 /
轻微突出
|
|
短周期螺柱焊
(无保护 /
气体保护)
|
 |
1/8螺柱直径
|
中等 |
0.5 - 3 mm |
轻微突出 /
背面可能发黑
|
|
长周期螺柱焊
(气体保护 /
瓷环保护)
|
 |
1/4螺柱直径
最薄2 mm
|
深 |
2 mm以上 |
可能较大 |
2. 如何理解“满足焊接强度要求”
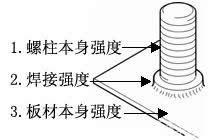
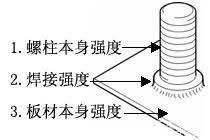
在考察焊接强度时,我们必须同时考察三种强度因素:
1. 螺柱本身强度(受螺柱材质硬度影响)
2. 焊接强度(受熔池深浅影响)
3. 板材本身强度(受板材材质硬度、厚度影响)
焊接强度检测的过程就是这三个强度相互比较的过程。
当三者比较时,只要焊接强度不是最差,则我们可以认为焊接强度满足要求。
| 三者比较最弱项 |
强度检测结果 |
评价 |
可能原因 |
建议 |
| 螺柱本身强度 |
 |
合格 |
螺柱材质偏软 |
|
| 板材本身强度 |
 |
合格 |
1. 板材材质偏软
2. 板材较薄
|
|
当三者比较时,焊接强度表现最差时,我们就认为焊接强度不能满足要求。
| 三者比较最弱项 |
强度检测结果 |
评价 |
可能原因 |
建议 |
| 焊接强度 |
 |
不合格 |
1. 板材较厚
2. 螺柱直径偏大
3. 选择了不恰当的焊接方式
|
选择正确的焊接方式 |
总结
以下是根据实际经验总结出的一般规律,仅供参考,如有疑问可致电深圳鸿栢科技,我们将为您做进一步解答。
| |
储能式螺柱焊 |
短周期拉弧式螺柱焊 |
长周期拉弧式螺柱焊 |
| 推荐板材材质 |
低碳钢冷轧板、不锈钢、铝、黄铜 |
低碳钢冷轧板、热轧板、不锈钢 |
低碳钢冷轧板、热轧板、不锈钢 |
| 0.5-1 mm |
合格 |
板材可能焊穿 |
板材焊穿 |
| 1-2 mm |
合格 |
合格但背面可能有印痕 |
焊接处板材可能变薄,影响整体强度 |
| 2-3 mm |
可能不合格
需根据材质及焊接要求确定
|
合格 |
合格 |
| 3 mm以上 |
可能不合格
需根据材质及焊接要求确定
|
可能不合格
需根据材质及焊接要求确定
|
合格 |
不锈钢镜面板与拉丝面板(发纹板)的焊接要求
不锈钢镜面板和不锈钢拉丝面板对焊接印痕的要求非常高,用户一般都要求焊接后背面在任何角度都看不出印痕,这一点较难做到。
由于螺柱焊接时,瞬间强大的电流要将螺柱尖端金属熔化,虽然尖端很小,但瞬间也能产生几千摄氏度的高温,这一瞬间高温会很快传递到金属板材上,随即降温冷却,整个过程持续时间小于1秒。
但即使是再短的时间也会产生热胀冷缩效应,板材会产生非常细微的冷热变形,而这样的微变形镜面板和拉丝面板很难掩盖,对光下仔细检查就能发现。
解决方案:
1. 增加板材厚度:经过实验我们发现,在4mm厚度的镜面板上焊接M3-M4不锈钢螺柱可基本避免产生变形,4mm以下很难保证不产生微变形(当然每个厂家对微变形的接受程度不同,这里指的不产生变形,是无论从哪个角度都看不出任何的变形)。
2. 焊接完成后重新打磨抛光。
电气柜制造业
电气柜制造业是钣金制造行业中的一个大类,一般板材厚度不会超过3mm(1 - 2mm的板材居多),推荐使用储能式螺柱焊机。
储能式螺柱焊机的焊接特点:
1. 熔池浅,对板厚要求低
2. 瞬间焊接,板材热变形微小,背面不发黑
3. 适合材质多样,可焊接低碳钢冷轧板、不锈钢板、铝板、黄铜/紫铜板
4. 可焊螺柱规格:M3 - M10
5. 绝对秒杀点焊,氩弧焊的焊接质量
6. 焊接速度快,手动焊接速度可达5-20 枚/分钟,自动焊接最高可达40 枚/分钟
不仅是电气柜制造业,其他满足上述螺柱焊接特点的行业同样推荐使用
部分钣金行业如果板材厚度在2mm以上,对背面焊接印痕无要求(双层板,或隐藏看不见,或后期处理无影响)且对焊接强度有特殊要求,这样的厂家也可以使用拉弧式螺柱焊机。