欢迎访问鸿栢科技官方网站!

致力于发展壮大中国的汽车装备工业品牌自信 技术自信 质量自信 服务自信
全国咨询热线:0755-26013200

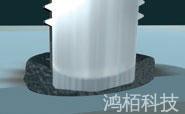
熔池和焊缝通常是指的同一产物,根据位置不同而命名方式不同。
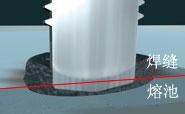 |
以工件表面为界限,上半部分称为焊缝,下半部分称为熔池。 |
在螺柱焊接时,由于螺柱前端和母材表面熔化,并经由外界压力挤压形成的焊接接头,焊接时间越长,熔池越大。
熔池/焊缝的作用是提高螺柱焊接的强度。
螺柱焊接均会产生熔池,根据焊接方式不同,熔池的形状和深度也不同。
| 焊接方式: | 储能式螺柱焊 | 短周期螺柱焊 | 长周期螺柱焊 |
| 焊接时间: | 1-3毫秒 | 5-100毫秒 | 100-1000毫秒 |
| 焊钉尖端比较
(焊接前): |
 |
 |
 |
| 熔池大小比较
(焊接后): |
 |
 |
 |
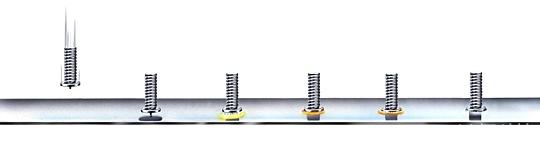
电弧的弧柱偏离螺柱轴线的现象称为电弧偏吹现象。
 |
图为长周期拉弧焊时发生的磁偏吹现象。
当发生电弧偏吹时,螺柱会发生单侧的强烈熔化,造成螺柱一侧少量或几乎没有焊缝,而另一侧则焊缝过大,并伴有气孔产生,甚至可能导致螺柱不垂直,容易烧坏夹头,也可能会影响焊接强度。
电弧偏吹多发生于长周期拉弧螺柱焊时,储能式螺柱焊接几乎不会发生,短周期拉弧螺柱焊较少发生。焊接时间越长,则发生电弧偏吹的可能性越大。
以下原因可能造成电弧偏吹:
· 螺柱材质影响(低碳钢材质容易引起电弧偏吹)
· 磁场干扰(所以又称为“磁偏吹”)
· 周边带电流设备干扰(如电焊机工作时产生的干扰)
· 工件本身形状影响
· 在工件边缘进行焊接
· 气体保护长周期焊接时
· 螺柱直径较大时
电弧偏吹一般为外界因素造成,与焊机本身质量无关。
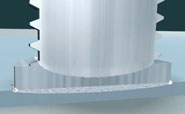
 法兰指的是螺柱前端周围的一圈凸出的边,通常储能螺柱和短周期螺柱上有法兰,长周期螺柱上没有法兰。
法兰指的是螺柱前端周围的一圈凸出的边,通常储能螺柱和短周期螺柱上有法兰,长周期螺柱上没有法兰。
由于储能式螺柱焊和短周期螺柱焊的熔池较浅,法兰边的存在可以增大焊接截面积,提高螺柱的焊接强度。
长周期螺柱焊由于熔池深,焊接强度足够强,故不需要法兰边。
螺柱焊是汽车制造业中广泛应用的焊接技术,主要用于将金属螺柱或类似紧固件快速焊接到冲压件上,形成T形接头,对整车质量有重要影响。
螺柱焊通过电弧熔化金属实现焊接,分为电弧螺柱焊和电容放电螺柱焊两种主要类型。电弧螺柱焊使用弧焊电源,燃弧时间约0.1~1秒;电容放电螺柱焊则通过电容储能电源在几毫秒内完成焊接,无需焊剂或保护气体 。
螺柱焊在暖通空调保温行业中主要用于金属板材与保温材料的快速固定,尤其适用于薄板结构的螺柱焊接。以下是具体应用介绍:
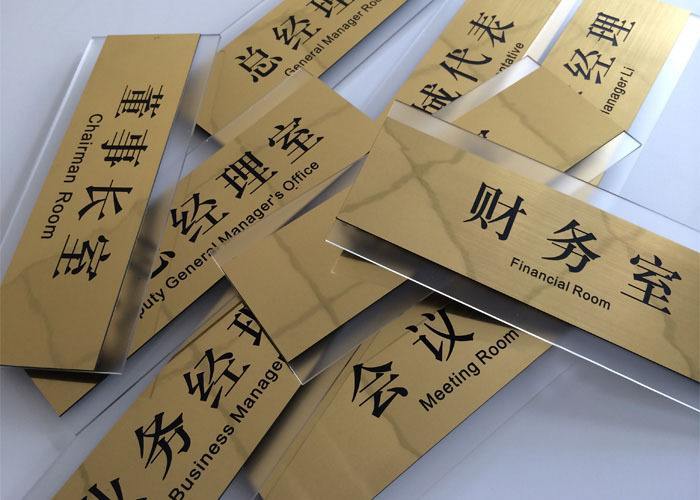
螺柱焊在标牌固定行业中主要应用于广告灯箱、招牌、铜字/不锈钢字招牌等场景,具体类型包括:
用于灯箱金属框架与灯箱板的连接,确保结构稳固且便于维护。
通过螺柱焊接将金属字形部件牢固固定在基板上,常见于商业标识和建筑装饰。
如镀锌板、冷板等材质的标牌焊接,适用于室内外标识系统。
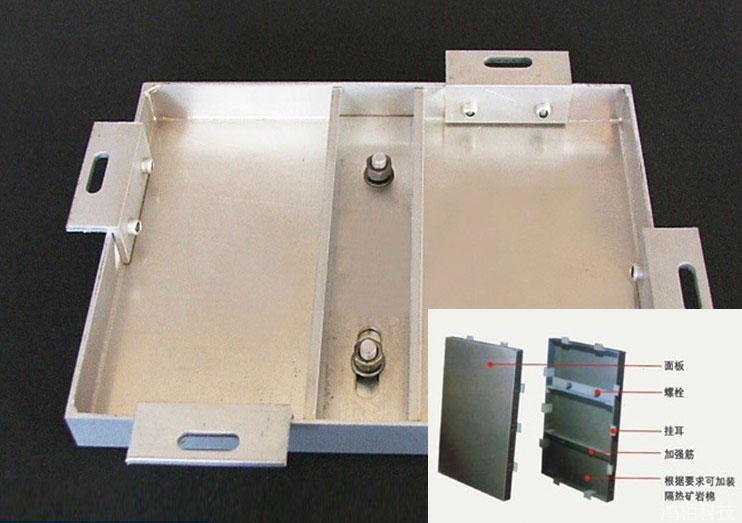
铝幕墙行业主要是指用于装饰的单层铝幕墙板,背后加强筋的安装。
通常使用M5、M6两种直径的焊钉。
厨卫、家用电器制造业同时还包含医疗器材制造,超声波设备制造、门锁制造等等。
储能式螺柱焊机的焊接特点:
1. 熔池浅,对板厚要求低
2. 瞬间焊接,板材热变形微小,背面不发黑
3. 适合材质多样,可焊接低碳钢冷轧板、不锈钢板、铝板、黄铜/紫铜板
4. 可焊螺柱规格:M3 - M10
5. 绝对秒杀点焊,氩弧焊的焊接质量
6. 焊接速度快,手动焊接速度可达5-20 枚/分钟,自动焊接最高可达40 枚/分钟
电梯制造业使用螺柱焊机较多,通常使用在电梯面板的安装以及其他部位装饰面板的安装。
储能式螺柱焊机的焊接特点:
1. 熔池浅,对板厚要求低
2. 瞬间焊接,板材热变形微小,背面不发黑
3. 适合材质多样,可焊接低碳钢冷轧板、不锈钢板、铝板、黄铜/紫铜板
4. 可焊螺柱规格:M3 - M10
5. 绝对秒杀点焊,氩弧焊的焊接质量
6. 焊接速度快,手动焊接速度可达5-20 枚/分钟,自动焊接最高可达40 枚/分钟
螺柱焊是将螺纹螺柱,针状物(如保温钉)或垫片(如接地端子)通过一个无需附加材料的电弧焊接在金属板上的焊接工艺。
"无需附加材料的电弧",指的是焊接电弧从引燃到放电过程中不需要其他引燃介质的帮助。
当然,在某些情况下,可能需要一些帮助熔池更好成型的保护介质,例如气体保护螺柱焊时需要惰性气体屏蔽空气,瓷环保护螺柱焊时需要陶瓷环帮助熔池成型。
螺柱焊可以分为两个大类:"储能式螺柱焊"和"拉弧式螺柱焊"。
电弧引燃螺柱端面与金属母材之间的金属,使两部分熔化,随后通过一个压力将螺柱端面与金属母材连接在一起,形成一个整体。
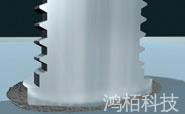
通常螺柱前端的形状较为特殊,有一个尖端或者斜面的凸起(根据焊接方式的不同,形状也可能不同,见下图),这部分材料在焊接时会熔化。
| 焊接方式: | 储能式螺柱焊 | 短周期螺柱焊 | 长周期螺柱焊 |
|
焊钉尖端比较 (焊接前): |
 |
 |
 |
|
熔池大小比较 (焊接后): |
 |
 |
 |
螺柱前端熔化的同时,引起母材表面金属熔化,随后由焊枪提供一个垂直向下的压力,使两部分熔化的金属粘接在一起,并冷却凝固,熔接部分形成熔池,熔池大小取决于焊接方式的不同和焊接时间的长短。
储能式螺柱焊又被称为电容放电螺柱焊,设备首先将预先设置好的能量额度充入电容中,随后焊接时,能量从电容中一次性全部释放出来,用于焊接,焊接时间为1-3毫秒。
由于能量并不能源源不断地提供,所以储能式螺柱焊的焊接能力有限,一般用于焊接直径为3-10毫米的螺柱。
| 焊接特性 | 产生影响 | |
| 电源规格: | 220V,50Hz | 使用方便,常规电源即可驱动 |
| 焊接时间: | 1-3毫秒,不可调 | 发热量小,穿透性差,板材几乎不变形 |
| 瞬间电流: | 大 | 可焊低碳钢冷轧板,不锈钢,铝,黄铜板材 |
| 熔池深度: | 最浅 |
1. 不适合在热轧钢板上焊接螺柱 2. 在较薄的板材上焊接强度高 |
| 最小板厚: | 螺柱直径的1/10 | |
| 背面印痕: | 最小 | 适合较薄的板材焊接 |
储能式螺柱焊分为两种不同的焊接方式:压力式螺柱焊和提升式螺柱焊。
| 压力式螺柱焊 | 提升式螺柱焊 | |
| 使用焊机: | CD1501 / CD2301 / CD3101 | |
| 使用焊枪: | C08螺柱焊枪 | CA08螺柱焊枪 |
| 焊接材质: | 低碳钢、不锈钢、黄铜、铝 | 低碳钢、不锈钢、铝(强度高) |
| 焊接时间: | 2-3毫秒 | 1毫秒 |
压力式螺柱焊工艺流程较为简单:
1. 焊枪垂直于工件将螺柱紧压在工件上
2. 电容开始放电,瞬间大电流将螺柱尖端熔化,同时工件表面熔化,形成熔池
3. 在焊枪压力作用下,螺柱垂直向下浸入熔池
4. 熔池冷却,焊接完成

提升式螺柱焊与压力式螺柱焊不同之处,在于在电容开始放电之前,焊枪先将螺柱提升一个高度,随后释放,在弹簧力作用下加速向下冲击,焊钉浸入熔池的速度更快,焊接时间更短。
由于提升式螺柱焊的这个特性,在铝钉焊接时,可大幅减少熔池内气孔的产生,使铝钉焊接的强度更高,因此非常适合于铝钉的焊接。

深圳市鸿栢科技实业有限公司
公司成立于2003年,是一家从深圳本土成长起来的多元化企业集团。公司专注于现代化智能装备的研发制造及应用软件的开发,是国家级高新技术企业,国家级专精特新“小巨人”企业,国家重点科技攻关项目和国家级火炬计划项目的承担者,广东省焊装设备工程技术研究中心(省级工程中心)。
















