欢迎访问鸿栢科技官方网站!

致力于发展壮大中国的汽车装备工业品牌自信 技术自信 质量自信 服务自信
全国咨询热线:0755-26013200

熔池和焊缝通常是指的同一产物,根据位置不同而命名方式不同。
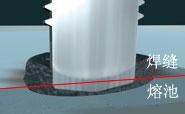 |
以工件表面为界限,上半部分称为焊缝,下半部分称为熔池。 |
在螺柱焊接时,由于螺柱前端和母材表面熔化,并经由外界压力挤压形成的焊接接头,焊接时间越长,熔池越大。
熔池/焊缝的作用是提高螺柱焊接的强度。
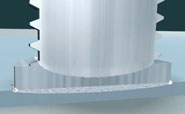
螺柱焊接均会产生熔池,根据焊接方式不同,熔池的形状和深度也不同。
| 焊接方式: | 储能式螺柱焊 | 短周期螺柱焊 | 长周期螺柱焊 |
| 焊接时间: | 1-3毫秒 | 5-100毫秒 | 100-1000毫秒 |
| 焊钉尖端比较
(焊接前): |
 |
 |
 |
| 熔池大小比较
(焊接后): |
 |
 |
 |
电弧的弧柱偏离螺柱轴线的现象称为电弧偏吹现象。
 |
图为长周期拉弧焊时发生的磁偏吹现象。
当发生电弧偏吹时,螺柱会发生单侧的强烈熔化,造成螺柱一侧少量或几乎没有焊缝,而另一侧则焊缝过大,并伴有气孔产生,甚至可能导致螺柱不垂直,容易烧坏夹头,也可能会影响焊接强度。
电弧偏吹多发生于长周期拉弧螺柱焊时,储能式螺柱焊接几乎不会发生,短周期拉弧螺柱焊较少发生。焊接时间越长,则发生电弧偏吹的可能性越大。
以下原因可能造成电弧偏吹:
· 螺柱材质影响(低碳钢材质容易引起电弧偏吹)
· 磁场干扰(所以又称为“磁偏吹”)
· 周边带电流设备干扰(如电焊机工作时产生的干扰)
· 工件本身形状影响
· 在工件边缘进行焊接
· 气体保护长周期焊接时
· 螺柱直径较大时
电弧偏吹一般为外界因素造成,与焊机本身质量无关。
 法兰指的是螺柱前端周围的一圈凸出的边,通常储能螺柱和短周期螺柱上有法兰,长周期螺柱上没有法兰。
法兰指的是螺柱前端周围的一圈凸出的边,通常储能螺柱和短周期螺柱上有法兰,长周期螺柱上没有法兰。
由于储能式螺柱焊和短周期螺柱焊的熔池较浅,法兰边的存在可以增大焊接截面积,提高螺柱的焊接强度。
长周期螺柱焊由于熔池深,焊接强度足够强,故不需要法兰边。

深圳市鸿栢科技实业有限公司
公司成立于2003年,是一家从深圳本土成长起来的多元化企业集团。公司专注于现代化智能装备的研发制造及应用软件的开发,是国家级高新技术企业,国家级专精特新“小巨人”企业,国家重点科技攻关项目和国家级火炬计划项目的承担者,广东省焊装设备工程技术研究中心(省级工程中心)。
















