欢迎访问鸿栢科技官方网站!

致力于发展壮大中国的汽车装备工业品牌自信 技术自信 质量自信 服务自信
全国咨询热线:0755-26013200

螺柱焊是将螺纹螺柱,针状物(如保温钉)或垫片(如接地端子)通过一个无需附加材料的电弧焊接在金属板上的焊接工艺。
"无需附加材料的电弧",指的是焊接电弧从引燃到放电过程中不需要其他引燃介质的帮助。
当然,在某些情况下,可能需要一些帮助熔池更好成型的保护介质,例如气体保护螺柱焊时需要惰性气体屏蔽空气,瓷环保护螺柱焊时需要陶瓷环帮助熔池成型。
螺柱焊可以分为两个大类:"储能式螺柱焊"和"拉弧式螺柱焊"。
电弧引燃螺柱端面与金属母材之间的金属,使两部分熔化,随后通过一个压力将螺柱端面与金属母材连接在一起,形成一个整体。
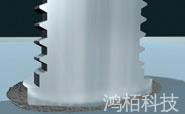
通常螺柱前端的形状较为特殊,有一个尖端或者斜面的凸起(根据焊接方式的不同,形状也可能不同,见下图),这部分材料在焊接时会熔化。
| 焊接方式: | 储能式螺柱焊 | 短周期螺柱焊 | 长周期螺柱焊 |
|
焊钉尖端比较 (焊接前): |
 |
 |
 |
|
熔池大小比较 (焊接后): |
 |
 |
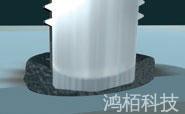 |
螺柱前端熔化的同时,引起母材表面金属熔化,随后由焊枪提供一个垂直向下的压力,使两部分熔化的金属粘接在一起,并冷却凝固,熔接部分形成熔池,熔池大小取决于焊接方式的不同和焊接时间的长短。
储能式螺柱焊又被称为电容放电螺柱焊,设备首先将预先设置好的能量额度充入电容中,随后焊接时,能量从电容中一次性全部释放出来,用于焊接,焊接时间为1-3毫秒。
由于能量并不能源源不断地提供,所以储能式螺柱焊的焊接能力有限,一般用于焊接直径为3-10毫米的螺柱。
| 焊接特性 | 产生影响 | |
| 电源规格: | 220V,50Hz | 使用方便,常规电源即可驱动 |
| 焊接时间: | 1-3毫秒,不可调 | 发热量小,穿透性差,板材几乎不变形 |
| 瞬间电流: | 大 | 可焊低碳钢冷轧板,不锈钢,铝,黄铜板材 |
| 熔池深度: | 最浅 |
1. 不适合在热轧钢板上焊接螺柱 2. 在较薄的板材上焊接强度高 |
| 最小板厚: | 螺柱直径的1/10 | |
| 背面印痕: | 最小 | 适合较薄的板材焊接 |
储能式螺柱焊分为两种不同的焊接方式:压力式螺柱焊和提升式螺柱焊。
| 压力式螺柱焊 | 提升式螺柱焊 | |
| 使用焊机: | CD1501 / CD2301 / CD3101 | |
| 使用焊枪: | C08螺柱焊枪 | CA08螺柱焊枪 |
| 焊接材质: | 低碳钢、不锈钢、黄铜、铝 | 低碳钢、不锈钢、铝(强度高) |
| 焊接时间: | 2-3毫秒 | 1毫秒 |
压力式螺柱焊工艺流程较为简单:
1. 焊枪垂直于工件将螺柱紧压在工件上
2. 电容开始放电,瞬间大电流将螺柱尖端熔化,同时工件表面熔化,形成熔池
3. 在焊枪压力作用下,螺柱垂直向下浸入熔池
4. 熔池冷却,焊接完成

提升式螺柱焊与压力式螺柱焊不同之处,在于在电容开始放电之前,焊枪先将螺柱提升一个高度,随后释放,在弹簧力作用下加速向下冲击,焊钉浸入熔池的速度更快,焊接时间更短。
由于提升式螺柱焊的这个特性,在铝钉焊接时,可大幅减少熔池内气孔的产生,使铝钉焊接的强度更高,因此非常适合于铝钉的焊接。
拉弧式螺柱焊又叫电弧式螺柱焊, 与储能式螺柱焊不同,拉弧式螺柱焊没有向电容充电的过程,而是通过变压器/整流器降压后直接放电,其工作原理与普通电焊焊接类似。
由于不需要预充电,电能可以源源不断地释放,所以焊接时间长短可以控制,根据设备功率不同,可焊螺柱直径范围为3-25mm。
| 焊接特性 | 产生影响 | |
| 电源规格: | 380V,50Hz | |
| 焊接时间: | 5-2000毫秒,可调整 | 可焊螺柱直径范围更大,熔池更深 |
| 焊接电流: | 根据设备功率 | |
| 熔池深度: | 较深 |
1. 对板材厚度有要求 2. 可在热轧板上焊接 3. 焊接强度高 |
| 最小板厚: |
短周期:螺柱直径的1/8 长周期:螺柱直径的1/4 |
|
| 背面印痕: | 较深 | 板材较薄时可能产生印痕或小范围变形 |
| 焊接强度: | 非常高 |
根据螺柱直径不同以及使用场合不同,拉弧式螺柱焊有不同的焊接方式以及保护方式。
焊接方式分为“短周期螺柱焊”和“长周期螺柱焊”。
保护方式分为“无需保护”、“气体保护”和“瓷环保护”
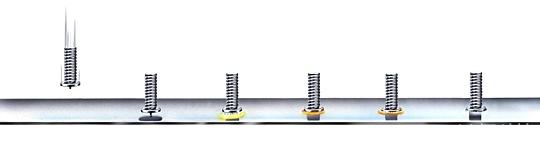
短周期螺柱焊即焊接时间在5-100毫秒的拉弧式螺柱焊,由于焊接时间较短,所以熔池相对较浅(但比储能式螺柱焊的熔池深)。
 |
短周期螺柱带有一圈法兰,这样无论在焊接处是否产生气孔,螺柱的焊接处抗拉强度,始终将大于螺柱自身的强度。 短周期螺柱的外形与储能螺柱相似,所以也可以用储能螺柱来进行短周期螺柱焊接 根据设备功率不同,短周期螺柱焊最大可焊M12的螺柱(ARC1550拉弧式螺柱焊机,ARC800拉弧式螺柱焊机短周期可焊至M8) 螺柱直径在6毫米及以下时,可以不采用任何保护措施。 螺柱直径在8毫米及以上时,应采用气体保护,这样可以避免产生气孔。 |
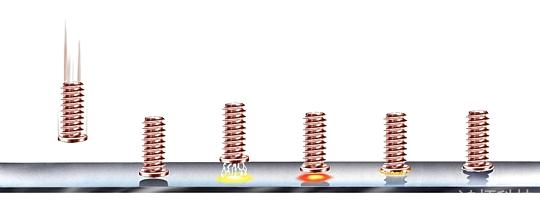
长周期螺柱焊的焊接时间在100毫秒以上,由于焊接时间较长,所以熔池较深,可焊螺柱直径较大,对板材表面质量要求较低,要求板的厚度较大。

 |
由于长周期螺柱焊本身焊接熔池较深,所以螺柱本身无需法兰提高焊接强度。 根据螺柱材质不同,低碳钢螺柱前端需镶嵌小铝球用于焊接时的引弧,而不锈钢螺柱不需要小铝球。 由于熔池较深,气体保护对熔池的塑形能力较差,并且较易受到电弧偏吹影响,所以在焊接M12以上的螺柱时,宜采用瓷环保护焊接。 |

深圳市鸿栢科技实业有限公司
公司成立于2003年,是一家从深圳本土成长起来的多元化企业集团。公司专注于现代化智能装备的研发制造及应用软件的开发,是国家级高新技术企业,国家级专精特新“小巨人”企业,国家重点科技攻关项目和国家级火炬计划项目的承担者,广东省焊装设备工程技术研究中心(省级工程中心)。
















